D036硬面堆焊焊条
发布时间 2025-07-02 09:49:31

产品描述
产品规格:2.5 3.24.0 5.0
D036硬面堆焊焊条说明:
D036是低氢钾型药皮的堆焊焊条。
D036焊条交直流两用,工艺性能好。堆焊层组织及硬度稳定性良好。焊前不预热,焊后不需热处理。并获得非凡的工艺性能和物理性能。已远销美国、伊拉克、南非、印度等国家。
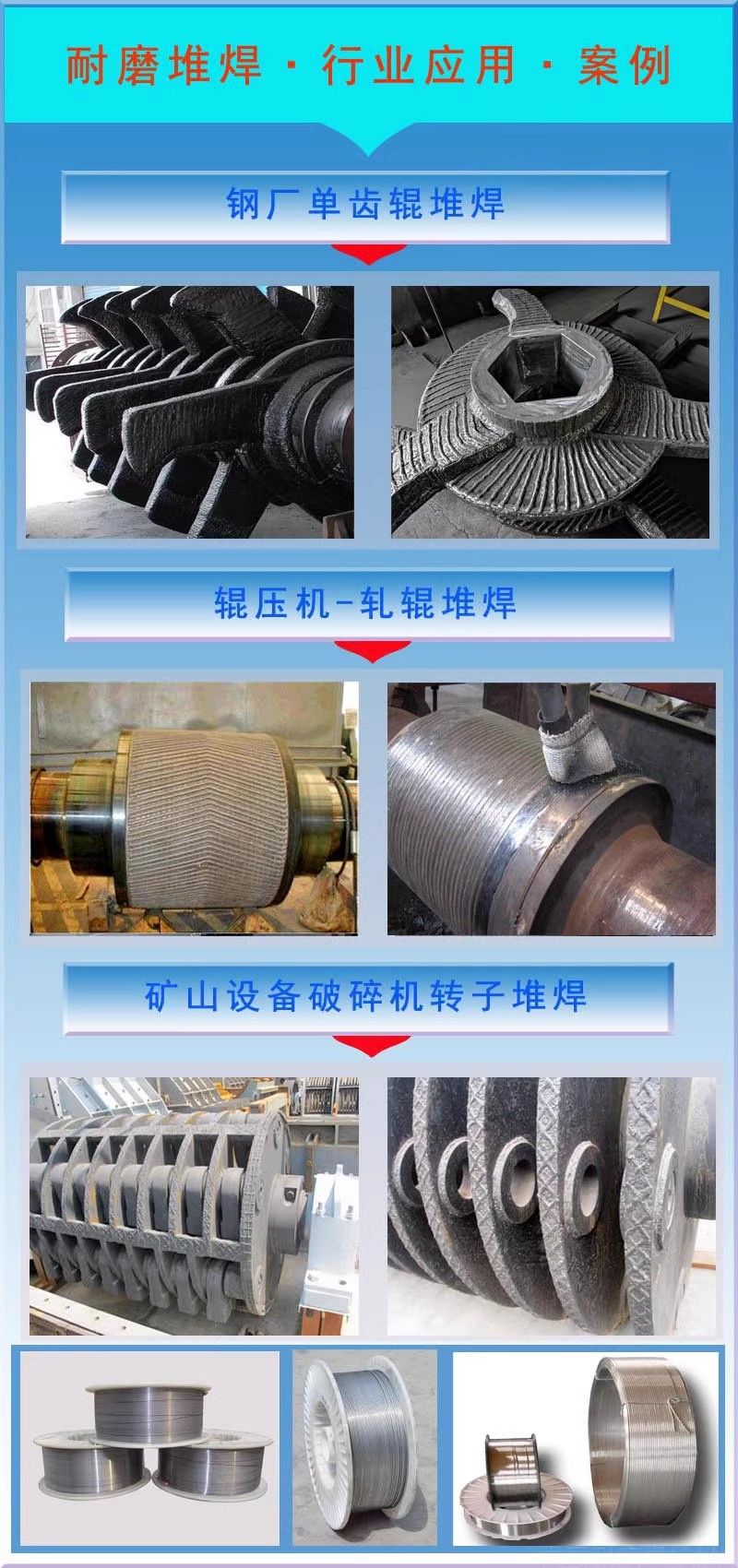
D036硬面堆焊焊条用途:
用于制造和修复冲模(在碳钢基体上堆焊形成冲模刃口)并可修复要求耐磨性能较好的机械零件。
D036硬面堆焊焊条熔敷金属化学成分(质量分数) (%)
| C | Cr | Mo | Si | V | Mn |
| 0.50~0.70 | 5.00~6.00 | 1.50~2.00 | 0.60~0.80 | ≈0.50 | 0.60~0.90 |
堆焊层硬度:(焊后空冷)HRC≥55。
D036硬面堆焊焊条参考电流
| 焊条直径/mm | 2.5 | 3.2 | 4.0 |
| 焊接电流/A | 70~80 | 90~100 | 130~150 |
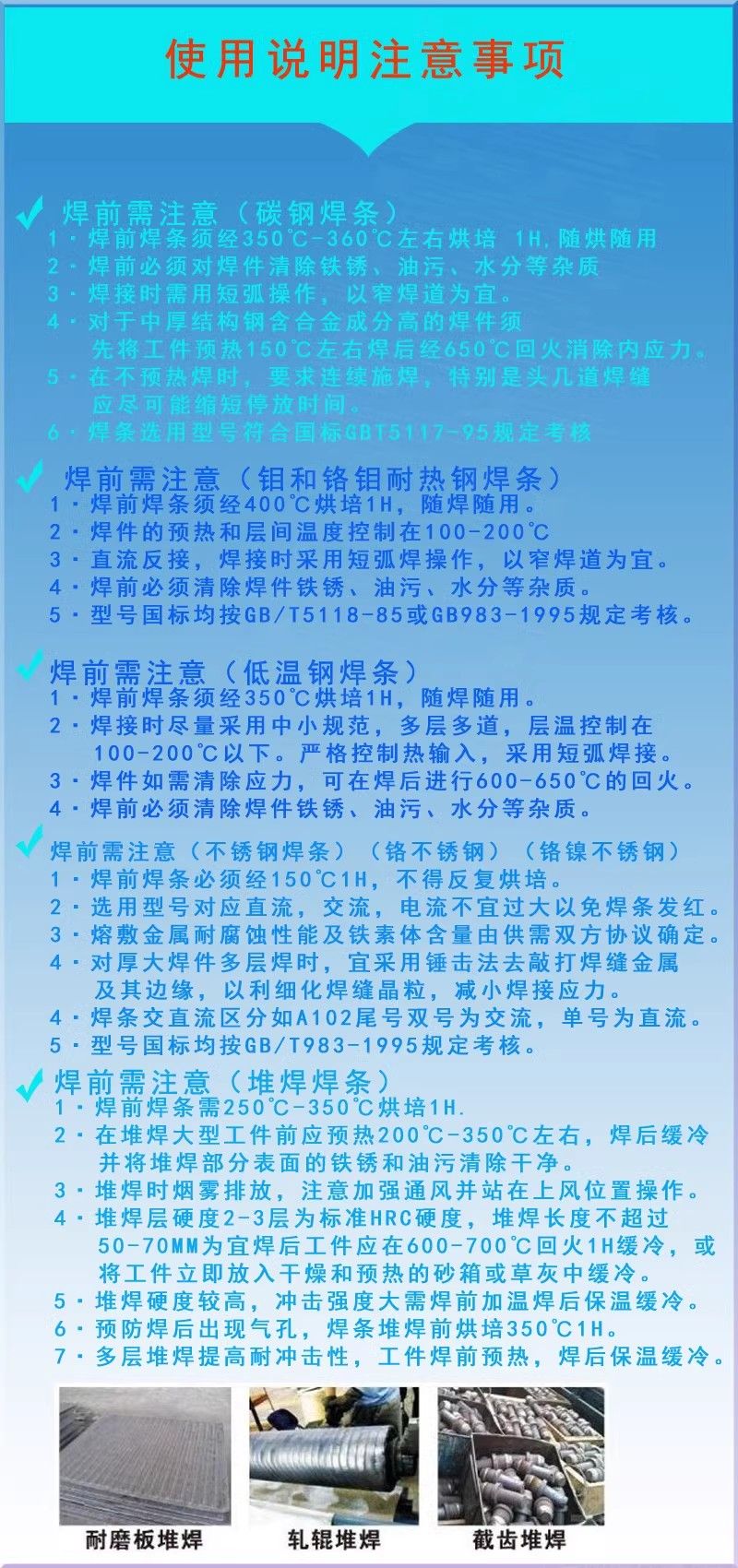
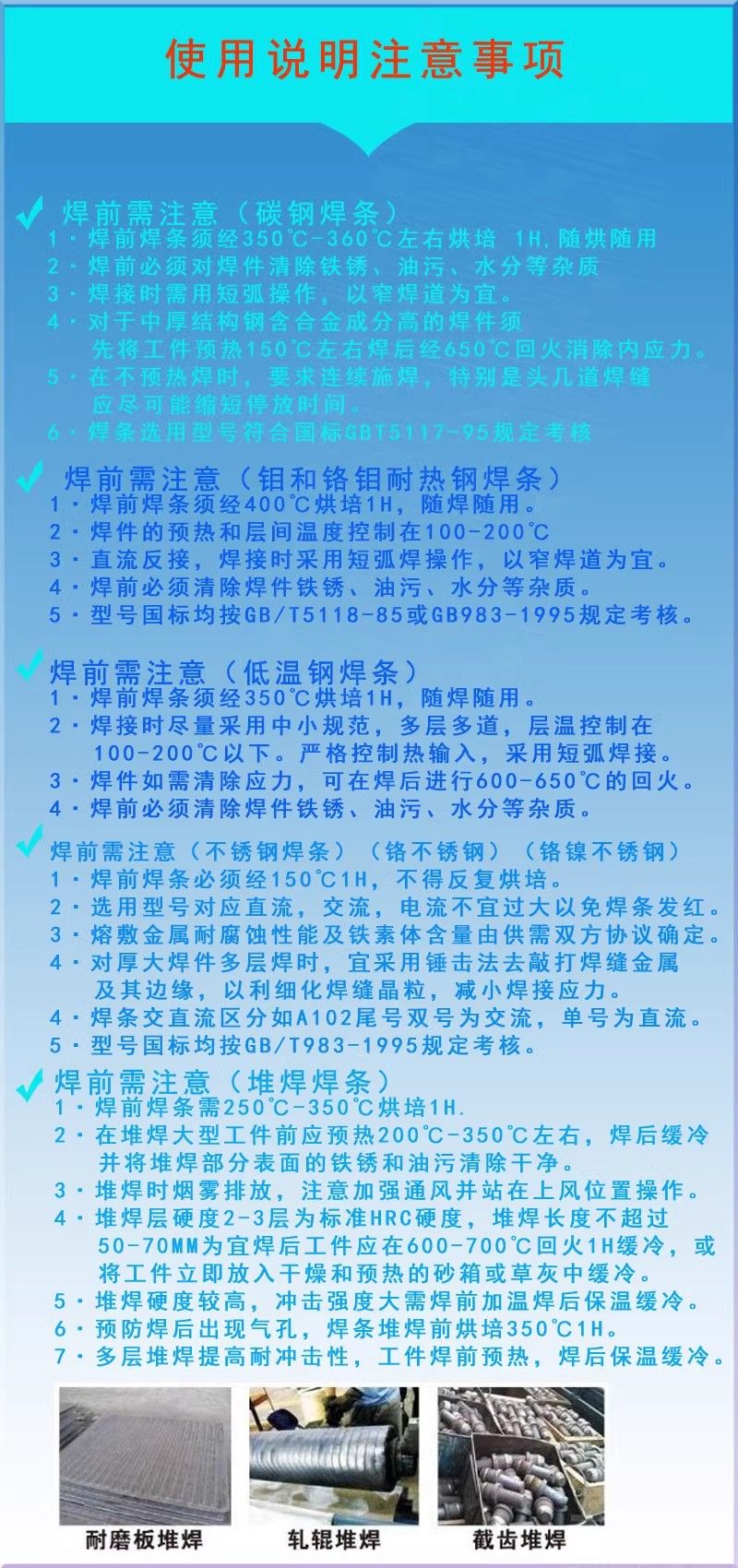
D036硬面堆焊焊条注意事项:
1、焊条使用前须经300℃左右烘焙1小时;
2、堆焊层温度控制200℃以下;
3、在铸铁上堆焊刃口时,可用J506焊条堆焊一层,但必须注意D036焊条焊接时不得与铸铁接触;
4、堆焊时采用多层连续焊、避免摆动太宽,不要在应力集中处引弧;注意收弧时,弧坑必须填满以防弧坑裂纹。再引弧时压过接头20~30mm较好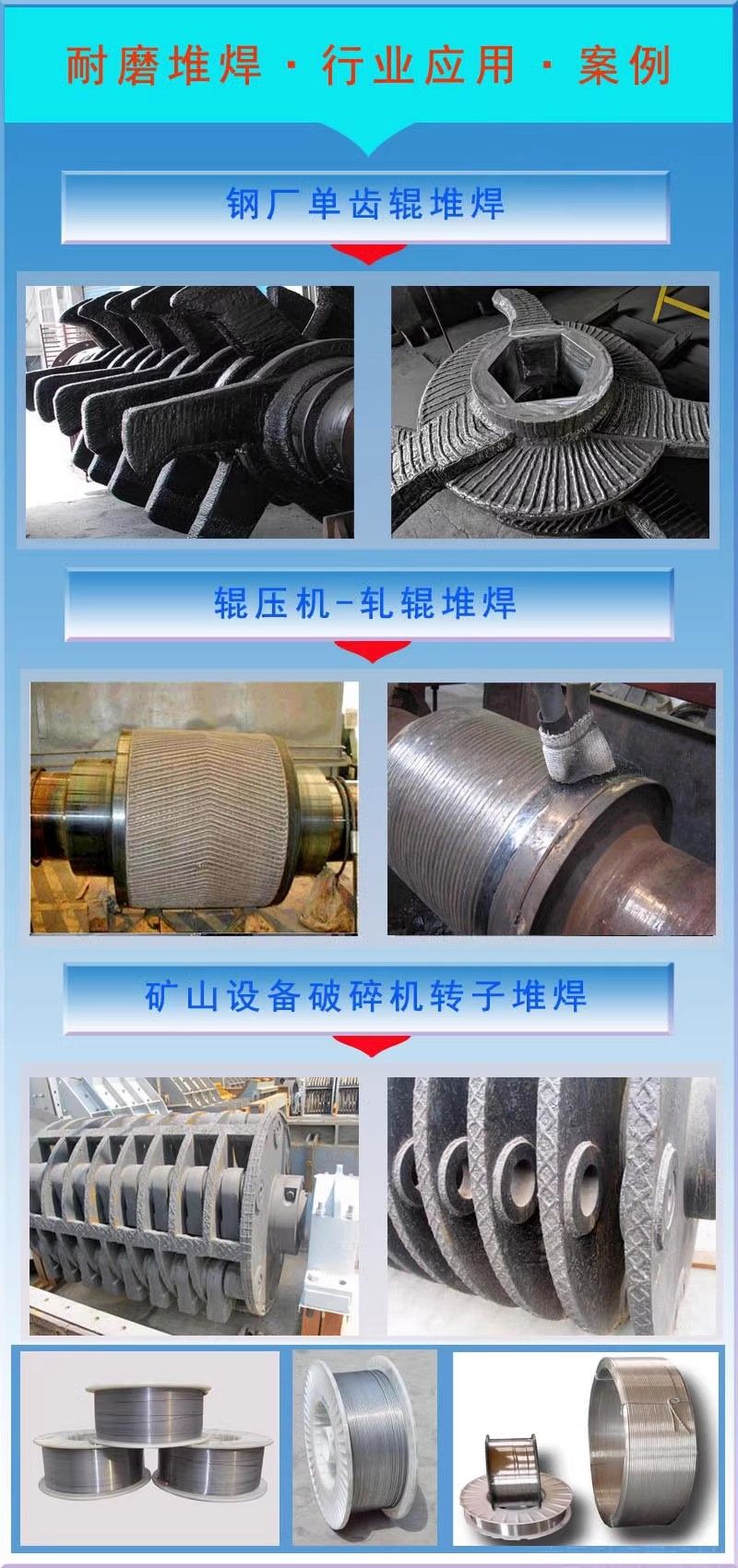
 O1CN01GyhSsO1tjeUbnn
O1CN01GyhSsO1tjeUbnn
?????
 O1CN011a9tJ01tjeUbMN
O1CN011a9tJ01tjeUbMN
巨新焊接材料(清河县)有限公司
进入店铺
在线留言
| 联系人 | 黄先生 |
|---|---|
| 联系电话 | 13780446866 13780446866 |
| 地址 | 河北清河县葛仙庄镇康家庄社区 |
| 邮箱 | 1397088688@qq.com |