CHE507R焊条
发布时间 2025-07-02 09:49:31
产品描述
CHE507R焊条
压力容器用钢**碳钢焊条
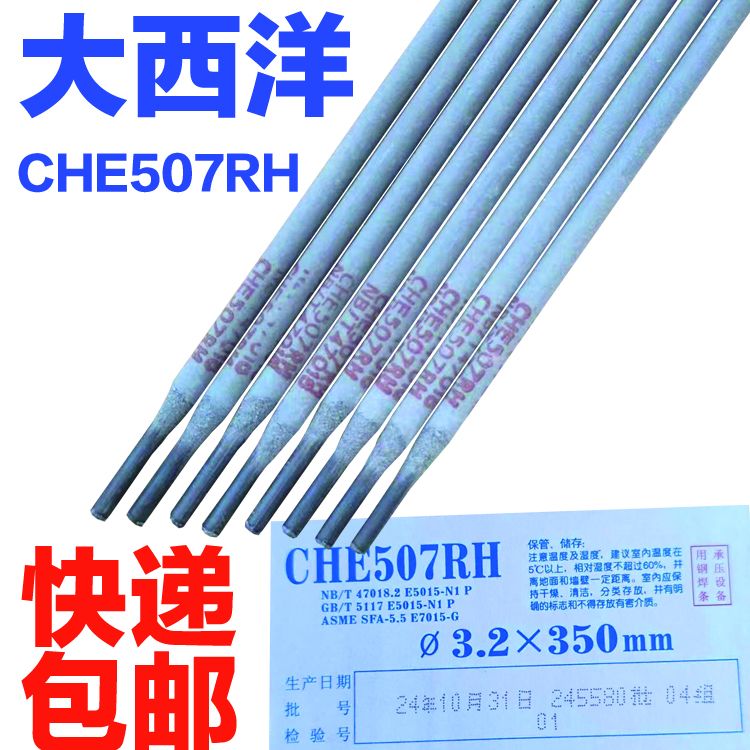
CHE507R焊条(别名507R,对应标准AW/ASME
E7015)是压力容器用钢**碳钢焊条,符合JB E5015和GB
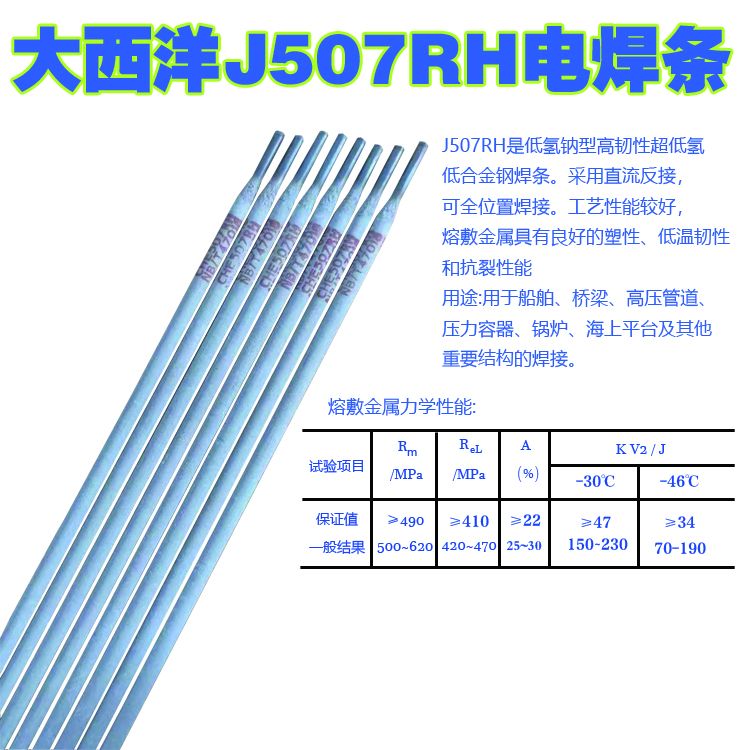
E5015标准。该焊条药皮类型为低氢钠型,含水量≤0.35%,适用于强度型低合金钢与耐热型、低温型低合金钢之间的焊接,主要用于压力容器及承压管道的全位置焊接。
其熔敷金属具有优良的塑性、韧性和抗裂性能,焊接工艺性能表现为飞溅少、成型美观、脱渣容易。焊条化学成分中带*号元素总量≤1.75%。使用前需经350℃烘焙1小时,并要求焊件清除油污、锈迹及水分,操作时需采用短弧和窄道焊技术。
中文名
压力容器用钢**低合金钢焊条
说 明
压力容器用钢**碳钢焊条
药皮含水量
≤0.35%
X射线探伤
I级
产品描述
CHE507R
(507R) 符合:JB
E5015 GB E5015
AW/ASME E7015
CHE507R是低氢钠型药皮的,具有优良的塑性、韧性和抗裂性能,焊接工艺性能优良、飞溅少、成型美观、脱渣容易,可进行全位置焊接。
产品用途
用于压力容器、承压管道强度型低合金钢及强度型低合金钢与耐热型、低温型低合金钢之间的焊接。
化学成分
(%)
熔敷金属化学成分
|
-
|
C
|
Mn*
|
Si
|
S
|
P
|
Cr*
|
Ni*
|
Mo*
|
V*
|
|
保证值
|
一
|
≤1.25
|
≤0.75
|
≤0.020
|
≤0.030
|
≤0.20
|
≤0.30
|
≤0.30
|
≤0.08
|
|
典型值
|
一
|
一
|
一
|
0.010
|
0.020
|
一
|
一
|
一
|
一
|
带*号元素总量≤1.75%
力学性能
熔敷金属力学性能
|
-
|
抗拉强度(Mpa)
|
屈服点бs(Mpa)
|
伸长率δs(%)
|
冲击功Akv(J)
|
|
一30℃
|
-
|
-
|
-
|
-
|
|
保证值
|
490-590
|
≥400
|
≥22
|
≥27
|
|
典型值
|
530
|
430
|
30
|
150
|
参考电流
(DC+)
|
焊条直径(mm)
|
2.0
|
2.5
|
3.2
|
4.0
|
5.0
|
5.8
|
|
焊条长度(mm)
|
300
|
300
|
350
|
400
|
400
|
400
|
|
焊条电流(A)
|
60-80
|
80-110
|
100-140
|
140-180
|
180-230
|
220-260
|
注意事项
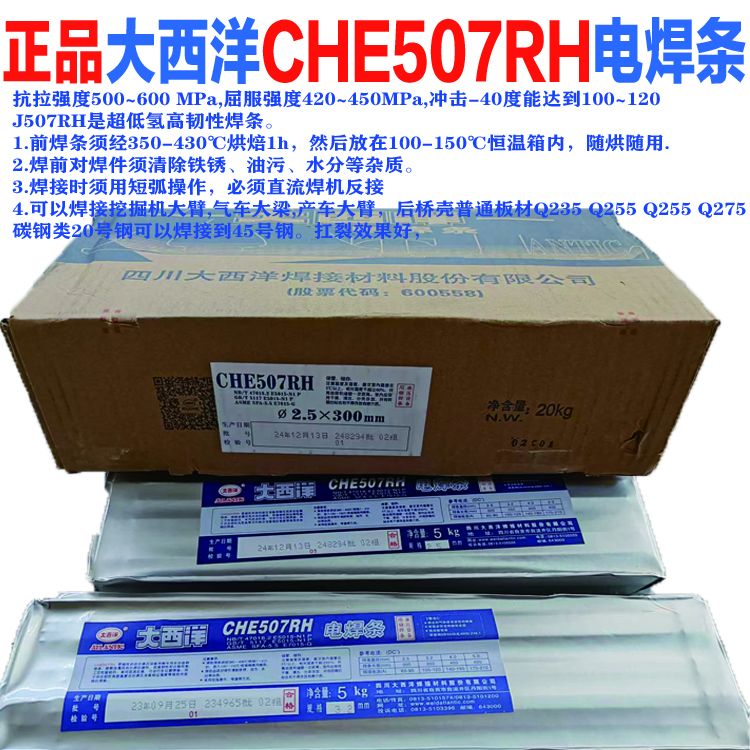
1、焊前焊条须经350℃烘培1小时,随烘随用。
2、焊前必须对焊件清除油、锈、水分等杂质。
3、采用短弧操作,窄道焊方法。
J507rh????
 ???????12
???????12
 daxiy
daxiy
巨新焊接材料(清河县)有限公司
进入店铺
在线留言
| 联系人 | 黄先生 |
|---|---|
| 联系电话 | 13780446866 13780446866 |
| 地址 | 河北清河县葛仙庄镇康家庄社区 |
| 邮箱 | 1397088688@qq.com |