供应山西矿用钢丝网骨架聚乙烯复合管
发布时间 2013-12-05 14:12:34
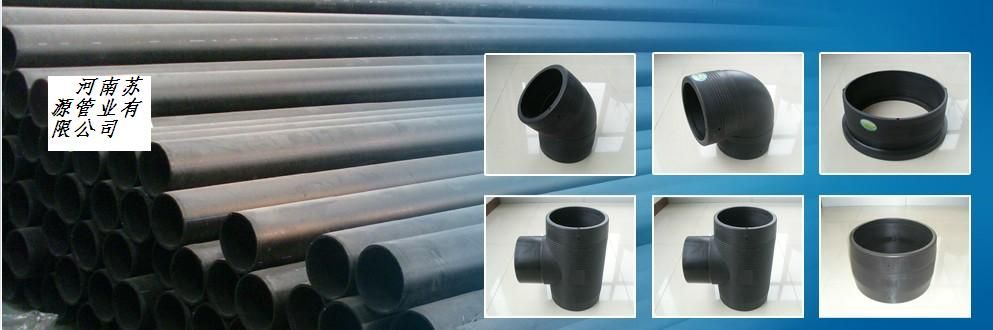
产品描述
| 材质 | HDPE |
|---|---|
| 公称外径 | 50--800 mm |
| 壁厚 | 5.5 mm |
| 用途 | 其他 |
| 外观 | 黑色 |
| 长度 | 12 m |
| 公称压力 | 1.6 Mpa |
钢丝网骨架复合管的生产由挤出内层的芯管开始。芯管选用的原料为PE100或PE80级管材**料,挤出后的蕊管经过水冷和定径后,在芯管管壁上将钢丝分别以左旋和右旋缠绕上去,缠绕形成的钢丝网状增强层,缠绕角度为54.7度,使得管材轴向和环向均匀受力,增强用钢丝为高强度镀层钢丝,缠绕前钢丝外层包覆具有热熔粘接性能和阻水作用的包覆层。在芯管上缠绕后,经过加热、中间结合层挤出包覆、外层PE挤出包覆,保证高强度钢丝与内外层PE之间热熔粘为一体,从而获得优异的复合管材。
包覆在高强度钢丝外的包覆层,是一种高性能粘接材料,是PE级性材料与HDPE在加热条件下能熔融一体。
同时,其分子结构中的极性键与钢有极强的粘接性能,有效的解决了钢—PE的界面问题、因此,这种管材克服了常见的直接挤出复合型以钢丝或钢板增强的PE复合管材**大的缺陷,钢板和塑料之间无连接因子,塑料是机械地将钢丝或钢板包覆在其中,存放或使用过程中的温度应力和内压环应力,使金属—塑料界面出现间隙,当管材端口封口不好或管材开口封口不好时,会引起层间窜水,致使管材内压破坏。
电热熔塑料管件的模具制造,采用了先进的数控机床和电加工机床加工模具的型腔部分采用了化学防腐新技术处理,电热熔塑料管件的生产过程吸收了国内外先进经验和成熟的工艺。模具型芯按照各种规格制度的工艺参数,在布线机上进行布线后,送入电脑全自动注塑机模具中注塑成型的工艺参数。在布线机上进行布线后,送入电脑全自动注塑机模具中注塑成型。注塑机操作程序及工艺参数集装于电脑控制,保证了管件的质量和生产效率,注塑成型的管件进入冷却槽,经过处理成为合格的电熔管件。