LS.YD451-4АдФюЦ§іЕ№хВс»Ў¶СєёТ©РѕєёЛї
·ўІјК±јд 2023-03-23 15:01:38
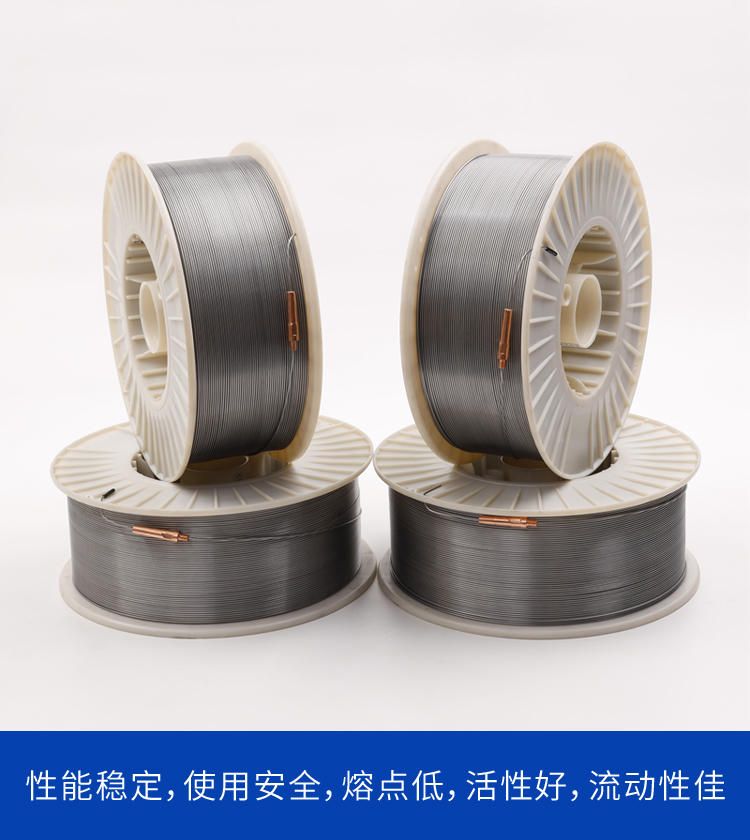
ІъЖ·ГиКц
| ГыіЖ | LS.YD451-4АдФюЦ§іЕ№хВс»Ў¶СєёТ©РѕєёЛї |
|---|---|
| №жёс | 1.2mm 1.6MM |
| ККУГ·¶О§ | №хС№»ъ№хГжЎў№ОБП»ъµ¶Ж¬ |
LS.YD451-4АдФюЦ§іЕ№хВс»Ў¶СєёТ©РѕєёЛї
ІъЖ·ПкПёГиКцЈє
ЕЖєЕ ¶С·уЅрКфµДУІ¶И ¶СєёЅрКф»ЇС§іЙ·ЦЈЁ % Ј©
LS.YD451-4АдФюЦ§іЕ№хВс»Ў¶СєёТ©РѕєёЛї єёМ¬ПВј°єёєуѕ550Ўж»Ш»рЈ¬
¶С·уЅрКфµДУІ¶ИHRCЎЭ45
C:0.18ЎЄ0.35 Mn:1.2ЎЄ2.0 Cr:4.0ЎЄ9.0 W:1.0ЎЄ2.0 Mo:0.6ЎЄ1.6
ЖдЛь1.0ЎЄ2.5
ЛµГч:
ёГєёЛїЕдєПHJ107єёјБїЙУ¦УГУЪАдФюЦ§іЕ№х№э¶ЙІгµД¶СєёЎЈёГєёЛїї№БСДЬБ¦ЗїЈ¬¶СєёК±І»ІъЙъАдБСОЖєНИИБСОЖЎЈЖд¶С·уЅрКфДНДҐРФУЕТмЈ¬ї№ЖЈАНДЬБ¦ЗїЈ¬№¤ЧчК±І»НСВдЎЈєёЅУК±µз»ЎОИ¶ЁЎўНСФьИЭТЧЈ¬єё·міЙРОГА№ЫЎЈ
У¦УГ:
ККУГУЪ9CrMo,9Cr3Mo,45Cr4NiMoVПµБРАдФюЦ§іЕ№хµДРЮёґј°ЖдёґєПФю№хµДЦЖФмЎЈТІїЙУГУЪТЄЗуёЯЗї¶ИЈ¬ДНДҐЛрµДЦШТЄБгІїјюµД±нГж¶СєёЎЈ
ЧўТвКВПо:
1.К©єё№¤јюУ¦ЧціэУНЎўіэР⴦АнЎЈ
2.єёЅУК±Ј¬ЖшМеБчБїТ»°гФЪ20Ў«25L/minЎЈ
3.Т©РѕєёЛїєёЅУК±Ј¬ёЙЙмі¤¶ИУ¦ОЄ15Ў«25mmЎЈ
4.ФЪ¶СєёґуРН№¤јюЗ°У¦ККµ±Ф¤ИИЦБ300ЎжЧуУТЎЈ
5.єёЛїїв·їµДКЄ¶ИУ¦±ЈіЦФЪРЎУЪ60%ЎЈ
6.·ЗХжїХ°ьЧ°єёЛїґж·ЕК±јдІ»ТЛі¬№э°лДкЈ¬ХжїХ°ьЧ°єёЛїґж·ЕК±јдІ»ТЛі¬№эТ»ДкЎЈ
| БЄПµИЛ | В·Б¬КХ |
|---|---|
| БЄПµµз»° | 0319-5206955 13313395409 |
| µШЦ· | ѕјГїЄ·ўЗшОчѕІвЦ2288єЕ |
| УКПд | 382538956@qq.com |