水**不锈钢卫浴水暖器件打磨抛光DC567钻石牛砂带
发布时间 2022-03-31 17:01:19

产品描述
| 材质 | 煅烧磨料涂层工艺 |
|---|---|
| 规格 | 规格、粒度号齐全 |
| 工艺 | 不锈钢打磨专用 |
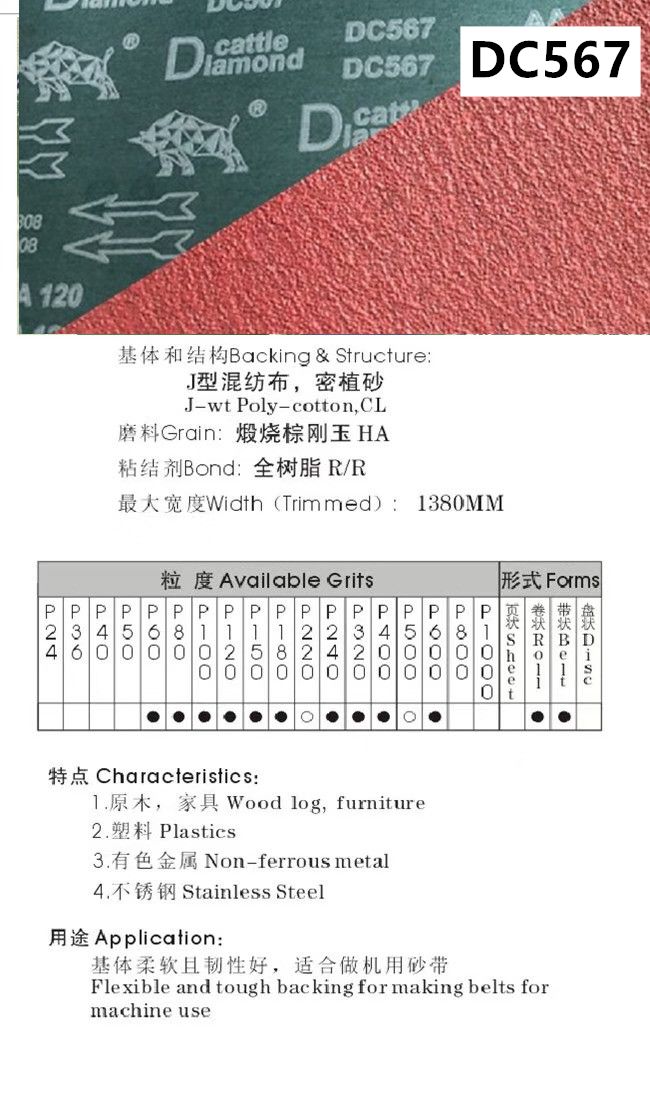
不锈钢卫浴水暖器件刀具剪刀打磨抛光DC567钻石牛砂带鹿牌大标小太阳tj538软布玉环楚门台州
新型植砂工艺,新型磨料,特异布基。产品粒度号:60#-600#。
常用砂带规格有:2100mm*50mm,2100mm*25mm。
适用范围:
1.金属制品如不锈钢刀剪、餐具、保温杯
2.钟表配件、表壳表带
3.高尔夫球杆、球头表面处理
4.五金铸件表面去毛刺
5.建筑小五金、合页铰链及锁具
6.五金灯饰制品及配件
7.铝自行车架车圈抛光
8.VCD面板及手机外壳拉丝
9.五金卫浴产品
10.电镀制品表面拉丝处理
11.铝制散热片去毛刺
12.不锈钢管钢带表面拉纹
13.各种板材的磨削和抛光
*只有选择合适的砂带型号、合理的磨削工序、正确的粒度组合,才能发挥砂带磨削的优越性、经济性,才能保证加工工件的质量。
1.选择合适的砂带型号
不同的加工工件材质、不同的加工工件形状、不同的磨削方式所选用的砂带型号是不一样的,砂带型号的选择主要从基材的类别、磨料的材质、粘结剂的种类和砂带接头方式等四个方面来选择。砂带型号的选择一般应有专业完成。
2. 选择合适的粒度
只有选择合适的砂带粒度,才能保证加工工件的表面质量和提高砂带的使用寿命。若选用的砂带粒度号过小,就不能保证加工工件的表面质量;若选用砂带的粒度号过大,不仅不能体现砂带磨削的高效性、经济性,而且砂带在使用时易折皱和断裂,使砂带的使用寿命降低。
3. 多道砂带磨削工序的粒度选择
一个工件若采用多道砂带磨削工序,后道使用砂带的粒度同前道相比**多只能跳越两个粒度号。只有这样,才能发挥砂带磨削的高效性,才能保证加工工件的形状尺寸和加工工件的表面质量。
4.砂带的运转方向
使用搭接砂带时,要使砂带的运转方向同砂带背面所标志的方向一致,否则砂带在使用过程中易过早断裂,并影响加工工件的表面质量。使用对接砂带时可以不考虑砂带的运转方向。
常州市金牛研磨有限公司 林天赐
DC567软布不锈钢餐具卫浴五金弯管水龙
 567???2
567???2
 567???
567???
| 联系人 | 林天赐 |
|---|---|
| 联系电话 | 18750251669 17851095669 |
| 地址 | 常州市新北区西夏墅镇丽江路11号 |
| 邮箱 | 2529318669@qq.com |