◊¢ÀЪ˙¬ð∏Àª˙Õ≤¡œπеƒº”π§π§“’
∑¢≤º ±º‰ 2020-03-15 18:49:44

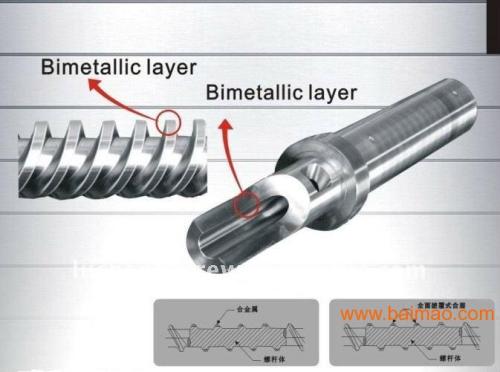
≤˙∆∑√Ë ˆ
◊¢ÀЪ˙¬ð∏Àª˙Õ≤∫Õ¡œπк”π§π§“’ΩÈ…Ð:
°°°°ƒÐπªº”øÏ¡œÕ≤¬ð∏Àµƒº”π§∑Ω∑®”–£∫”√πˆµ∂πˆ£¨ÀŸ∂»øÏ£¨±„”⁄¥Û¡ø…˙≤˙£¨µ´πÈ”⁄◊®ª˙°£
°°°°1°¢π§“’∑÷Œˆ∂‘”⁄–Þ≥§÷·£¨∆‰º”𧃗∂»“™±»“ª—˘∆Ω≥£÷·¥Ûµ√∂ý£¨‘µπ ‘≠”… «π§º˛–Þ≥§£¨◊∞º–∏’–‘≤Ó£¨ Ы–œ˜¡¶∫Ûπ˚º´“◊≤®’€£¨Õ¨ ±π§º˛“Ú≥§∂»≥§£¨»»±‰–Œ…Ï≥§¥Û£¨“ª—˘∆Ω≥£∫Ûœ»Ω¯
ª·◊Ë¿π∆‰…Ï≥§£¨∂¯ ππ§º˛≤®’€£ª±µƒ£¨µ∂æþ«–œ˜––≥Ã≥§£¨ª·“Ú÷–Õ惕À∂¯”∞œÏº”π§∆∑÷ °£π ‘⁄º”π§¬ð∏À ±£¨”¶—°”√¡Ωœ»Ω¯
◊∞º–≤¢∏®“‘∏˙µ∂ºÐ¿¥ºı–°±‰–Œ£¨“‘Ω” ’π§º˛“Ú÷ÿ¡¶º∞«–œ˜¡¶∫Ûπ˚∂¯≤˙…˙µƒœ¬¥π∫Õ’Òµ¥°£±µƒ£¨ªπ”¶ ©“‘≥‰∑÷µƒ«–œ˜“∫£¨”––ß±¡ª…∫Ûœ»Ω¯
£¨”¶”√ƒÕƒ•∫Õ’˝µ±∂ý…Ÿ ”µ„µƒ≥µµ∂£¨≤¢—°”√’˝µ±«–œ˜”√¡ø°£
°°°°2°¢π§“’¡˜≥ñ∏¡œ£∫—°”√38CrMoA1‘≤∞Ù¡œ£¨√´≈˜Œ™60√√√√°¡1518
√√√√°£«Î«Û√´ªµ»´≥§≤®’€∂»–°”⁄4 √√√√£¨»ÁøÁ‘Ω4 √√√√£¨‘Ú≤ªøÀ≤ªº∞”¶”√£¨∑¿÷πº”π§∫Û±‰–Œ—œ∏Ò∂¯»°œ˚°£
°°°°µ˜÷ ¥¶÷√£∫”√“‚‘⁄”⁄÷∏þ≤ƒ¡œµƒª˙–µª˙ƒÐ£¨¥Úœ˚√´≈˜ƒ⁄”¶¡¶£¨∏ƒ¡º«–œ˜º”π§ª˙ƒÐ£¨µ˜÷ ∫Û±Ì√Ê”≤∂»Œ™HB235°´250°£
°°°°¥÷≥µ£∫≥µ¡Ω∂À√Ê£¨◊Í÷–º‰ø◊£¨∞—Œ» ÷–º‰ø◊µƒæ´∂»°¢¥÷≤⁄∂»£¨≥§∂»¡Ù«–≥˝÷–º‰ø◊”ý¡ø£¨—°”√À´œ»Ω¯
°¢∏˙ºÐ£¨¥÷≥µ∏˜∂ŒÕ‚‘≤≤¢¡Ù215°´3 √√√√º”π§”ý¡ø°£
°°°°ºÏ—È£∫æ∂œÚ‘≤ï∂Ø–°”⁄0.18 √√√√, »Ù¥Û”⁄0.18 √√√√£¨‘⁄∞Îæ´≥µπ§–Ú÷–∏ƒ’˝°£
°°°°∞Îæ´≥µ£∫»‘—°”√À´œ»Ω¯ °¢∏˙µ∂ºÐ£¨∞Îæ´≥µ∏˜Õ‚‘≤£¨¡Ù 1°´114 √√√√µƒº”π§”ý¡ø°£◊‘»ª ±–ß:
–¸µı“ª÷Ð∏Ûœ¬£¨¥Úœ˚ƒ⁄”¶¡¶°£
°°°°¥÷ƒ•£∫¥÷ƒ•∏˜Õ‚‘≤≤¢¡Ùæ´ƒ•”ý¡ø013°´015 √√√√°£
°°°°ªÆ¬ÞŒ∆œþ£∫‘⁄≥µ¥≤…œ”√µ∂º‚ªÆ≥ˆ¡ΩÃıœýæýŒ™5 m¬ðæýæ˘Œ™50
√√√√µƒ¬ÞŒ∆œþ£¨“‘∂®≥ˆ¬ÞŒ∆≤€µƒ∆÷πµ„Œª≤¢±Í≥ˆ∑÷∆Á≤€…Óµƒ»˝∂Œ¬ÞŒ∆µƒ∆÷𵄰£
°°°°œ≥ÕÀµ∂≤€£∫∞¥∏’∏’∂®≥ˆµƒ¬ÞŒ∆∆÷πµ„∑ΩŒª£¨‘⁄œ≥¥≤…œœ≥≥ˆ≥‰∑÷¥ÛµƒÕÀµ∂≤€
(“≤◊˜¥µƒ§ª˙µƒ¬‰¡œø⁄”√)£¨∆Ω»’–Îœ≥≥ˆ∞Î÷еƒ∑ΩŒª£¨ π≥µµ∂ƒÐπªÕÀµ∂°£
°°°°≥µ¬ÞŒ∆≤€£∫‘⁄≥µ¥≤…œ≥µ¬ÞŒ∆≤€£¨–Ë—°”√À´œ»Ω¯ ◊∞º–°¢∏˙µ∂ºÐ±£≥÷∏’–‘°£≥µœ˜∫Û£¨∞Îæ∂…œ¡Ù0108°´0112
√√√√µƒ≤€…Ó”ý¡ø£¨“‘±„≈◊π‚°£
°°°°ªÿª¥¶÷√£∫‘⁄æÆ Ωªÿª¬Øƒ⁄ªÿª¥¶÷√£¨¥Úœ˚…œ ˆª˙º”π§À˘≤˙…˙µƒ”¶¡¶£¨∞—Œ»”––ß
≤ŸøÿŒ¬∂»£¨Œ¬∂»Ã´∏þ£¨”≤∂»ΩµµÕ£ªŒ¬∂»Ã´µÕ£¨∆≤ªµΩªÿª∫Ûπ˚°£
°°°°≈◊π‚¬ÞŒ∆≤€£∫ºÏ—È–Þ∏ƒ÷–º‰ø◊∫Û£¨‘⁄¥Û≥µ¥≤ªÚ∏ƒ–Õ∫Ûµƒ≥µ¥≤…œ”√…∞≤ºÃı≈◊π‚¬ÞŒ∆≤€£¨∞Îæ∂…œ¡Ù01015°´0103√√√√µƒ”ý¡ø£¨”√“‘”≤µ™ªØ¥¶÷√∫Û‘Ÿ¥Œ≈◊π‚°£
°°°°æ´ƒ•£∫æ´ƒ•∏˜Õ‚‘≤±Ì√ʵΩÕº÷ΩÀ˘«Î«Ûµƒ÷µ°£œ≥º¸≤€£∫‘⁄œÏ”¶◊∞±∏…œ∞¥Õº÷Ω«Î«Ûº”π§°£
°°°°«Øπ§’˚–Œ£∫“‘–Þ’˚¬ð¿‚√Ê°¢¬ÞŒ∆≤€√Ê…œª˙º”π§Œ¥ƒÐµΩ¥Ôµƒº–∑Ï°¢π˝¬À√ʺ∞“‘…œº”π§π˝≥õ±÷–À˘¡Ùœ¬µƒ√´¥Ã°¢≥¬º£°£
°°°°ºÏ—È£∫ºÏ—Ȭð∏Àµƒ÷±œþ∂»°¢±Í◊ºæ´∂»°¢¥÷≤⁄∂»µ»£¨–Ë“™ ±–Þ’˚°£
°°°°”≤µ™ªØ¥¶÷√£∫‘⁄æÆ Ωµ™ªØ¬Ø÷–Õ£÷π∆¯Ãµ™ªØ¥¶÷√£¨µ™ªØ≤„…Ó∂»”¶≤ª–°”⁄013 √√√√£¨”≤∂»
HV850°´900£¨µ™ªØ∫Û±Ì√Ê”¶≥ “¯ª“…´°£
°°°°≈◊π‚¬ÞŒ∆≤€£∫–Þ—–÷–º‰ø◊£¨‘⁄¥Û≥µ¥≤ªÚ∏ƒ–Õ∫Ûµƒ≥µ¥≤…œ”√…∞≤ºÃı∂‘¬ÞŒ∆≤€Õ£÷π≈◊π‚£¨≈◊π‚∫Û±Ì√Êπ‚√˜°£«–µÙ𧓒”ý¡ø°¢–Þ’˚◊∂–Œ√Ê£∫∞—÷·…œ”√”⁄¥Úœ»Ω¯
ø◊µƒπ§“’”ý¡ø«–µÙ£¨≤¢≥µ≥ˆ◊∂√Ê°£ºÏ—È£∫’˚úϗȣ¨º∞∏ÒŒ™÷π°£
∂´ð∏ –∂´≥«æ´¥¥ª˙–µ≥ß
Ω¯»ÎµÍ∆Ã
‘⁄œþ¡Ù—‘
| ¡™œµ»À | »´œÊ¡· |
|---|---|
| ¡™œµµÁª∞ | 013265210981 18007699131 |
| µÿ÷∑ | ∂´ð∏ –∂´≥«Ω÷µ¿Œ¬Ã¡Ω÷µ¿≤Ëœ¬…ÓµΩ÷20∫≈ |
| ” œ‰ | 790243349@qq.com |