冷芯盒覆膜砂铸造模具,消失模覆膜砂铸造模具
发布时间 2016-09-07 12:51:15
产品描述
| 内径 | 1200 mm |
|---|---|
| 外径 | 1200 mm |
| 类型 | 工业铸造 |
| 厚度 | 1400 mm |
| 重量 | 50 kg |
| 用途 | 工业铸造 |
| 材质 | 铸钢 |
浇注速度是消失模铸造模具浇注过程中一个重要的工艺参数,浇注速度快,合金液流动越平稳,铸件越易成形。浇注速度慢,不仅合金液前沿温降大,产生冷隔,而且容易产生塌箱,导致铸件报废。
适宜的浇注速度要根据铸件的材质、结构,质量、浇注系统等确定。不可在浇注刚刚开始时就快速,而应在浇注过程中,保持慢---快---慢的浇注节拍,也即在浇注刚开时,浇注速度要慢,保证浇注系统迅速汽化。这主要是因为浇注系统的泡沫塑料的比表面积小,瞬间的发气量是巨大的,容易造成合金液的反喷,影响浇注速度。然后,浇注速度要快,以合金液能充满浇口杯,将直浇道封闭住为原则。
因此要求浇注工需熟练地掌握浇注技术,控制好适宜的浇注速度,保持浇注节拍。
消失模铸造模具在浇注时,为了排出气体和模样气化残渣,直浇道要有足够的高度以使金属液有足够的压头以推动金属液流稳定快速充型,确保铸件表面完整清晰。在实践中有些企业采用原有砂型铸造用的浇口杯,由于尺寸较小,易出现液流不平稳导致工件报废的现象。为保证有足够的流量使浇注过程不断流,并很快建立起动压头,可改用较大的浇口杯;直浇道做成中空来减少发气反喷,增大开始浇注时的压头。
消失模铸造模具工艺由于其设备投资少、成本低等特点,近几年得到了快速发展。许多原有的中小铸造企业也越来越多地采用该项技术。但是,有些企业对模型、涂料、振动方法、浇注过程中的一些操作细节问题未能加以重视,使得在生产过程中出现了铸件质量不稳定的现象。 消失模铸造技术作为一种铸件近静形成形方法,近年来得到了快速发展。在国外由于机械化、自动化消失模铸造生产线的陆续建成投产及所产生的显著的经济和社会效益,使消失模铸造技术显现出强大的生命力。
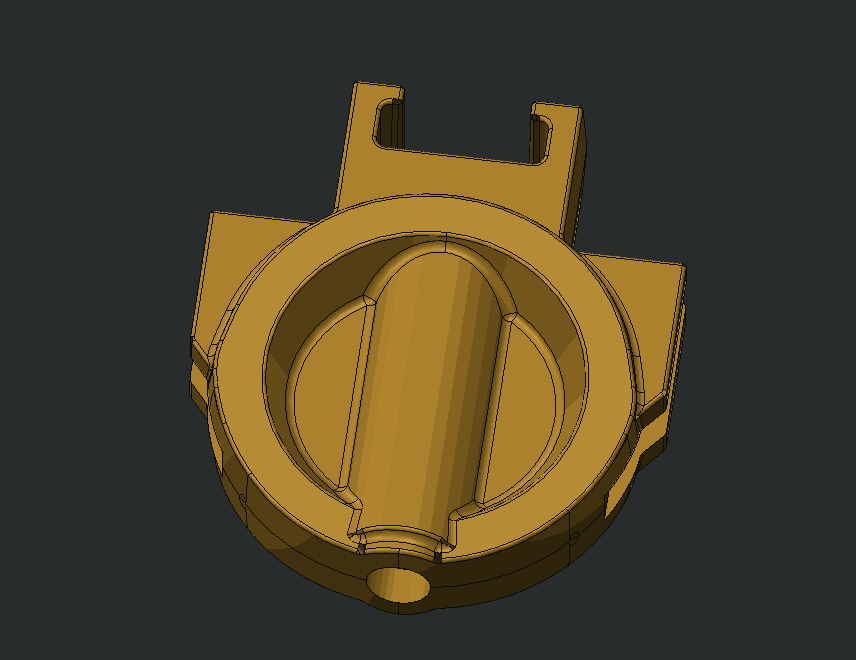
 IMG_0049 - 副本 (3)
IMG_0049 - 副本 (3)
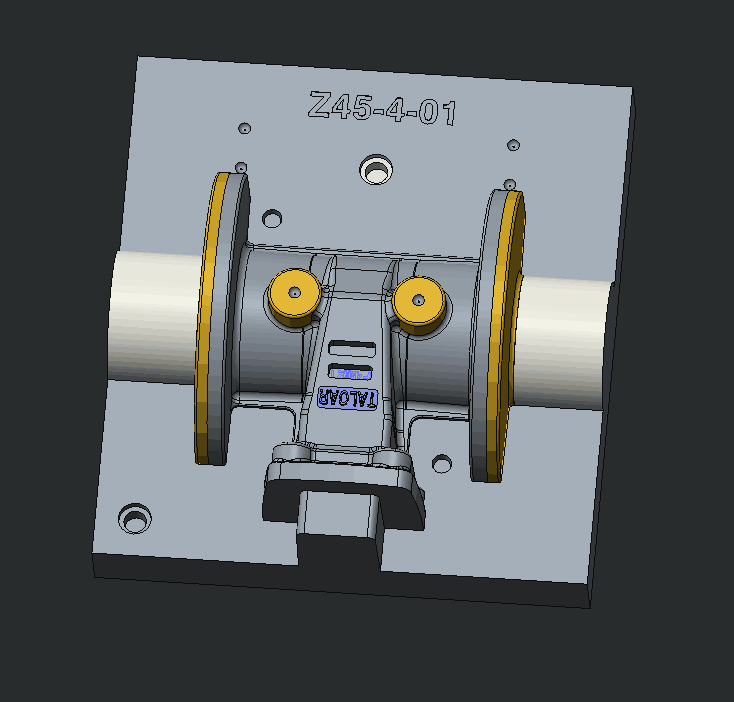 IMG_0227 - 副本
IMG_0227 - 副本
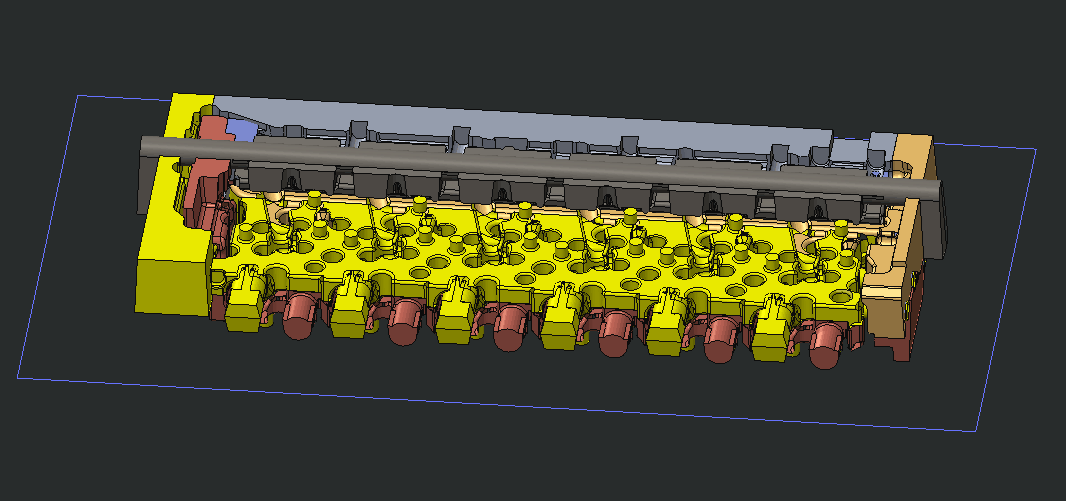
 IMG20160524145448_副本
IMG20160524145448_副本
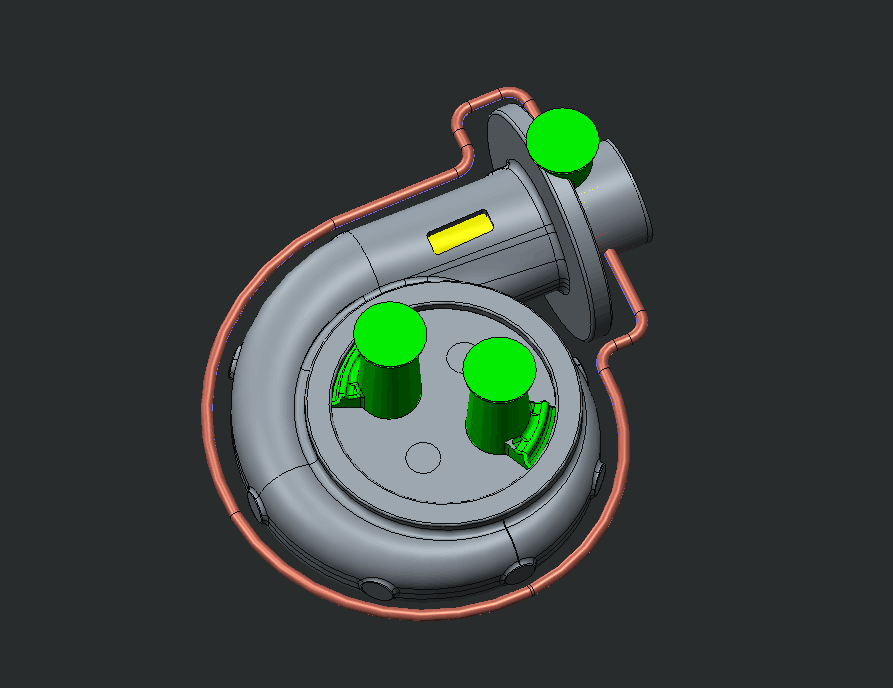
 1 - 副本
1 - 副本
 IMG_0050 - 副本
IMG_0050 - 副本
 IMG_0219 - 副本
IMG_0219 - 副本
 IMG_0223
IMG_0223
 1
1