渗碳钢(淬硬钢)精车氮化硼刀片cbn刀具(热后硬车加工,高速
发布时间 2021-03-12 11:21:00

产品描述
| 规格 | 规格齐全 |
|---|---|
| 名称 | 数控刀具 陶瓷刀具 |
| 材质 | 立方氮化硼 |
| 适用范围 | 车加工淬硬钢外圆 端面 内孔 |
渗碳钢(淬硬钢)精车氮化硼刀片CBN刀具(热后硬车加工,高速硬车削)
渗碳钢(淬硬钢)精车刀片(热后硬车削,高速切削)
渗碳钢(淬硬钢)精车加工时 现用刀具车不动、频繁换刀刃、加工的工件出现尺寸超差问题 欢迎致电 15638121553 吴百利 郑州华菱 市场部
通常要承受高负荷机械零件的耐磨性和疲劳强度,通过对零件热处理方式(渗碳、淬火)获得表面硬度。而淬硬钢件**常用的加工方法就是磨削工艺,但是磨削效率低成本高、磨削有时加磨削液也会有程度造成环境污染。随着国内超硬刀具的研发,一种新的工艺,以车代磨工艺、热后硬车顺应机械行业发展趋势,这种立方氮化硼刀具属于干式切削不用加任何的切削液冷却液避免了环境污染从而提高了加工效率及降低生产成本。连续精车加工渗碳钢(淬硬钢)精车BN-H10牌号刀片,BN-H10牌号刀片性能:硬度高、耐磨性好、工件光洁度高、连续性强。
高速加工渗碳钢(淬硬钢)的刀片【车削刀片、铣削刀片等数控刀片新牌号】
加工渗碳钢(淬硬钢)的刀片(含车削刀片、铣削刀片等数控刀片)---华菱超硬刀具公司研制的刀片材质BN-H10,BN-H20,BN-S20牌号数控刀片(机夹刀片)广泛应用于RC45-HRC79之间渗碳钢(淬硬钢)和超级合金材料中,解决了传统硬质合金刀头加工渗碳钢(淬硬钢)件或超级合金时效率低,频繁更换刀片加工精度差形位公差难以保证问题,解决了硬质合金刀片及涂层刀片,陶瓷刀片不耐用,刀具磨损过快要么烧刀、要么崩刀甚至打刀问题。并在车削,铣削,镗削,切槽加工HRC45-HRC68之间高硬度淬火件,如9SiCr 、T8、T10、H13工具钢淬火件,车削硬度HRC60左右渗碳渗碳钢(淬硬钢)、渗碳钢27mncr5(齿轮锥制动凸缘)、淬硬高碳钢100mncr、20CrMnTi、20Cr,铸钢浇钢件的冒口车削加工,高速钢、高锰钢、高铬钢、高铬高镍合金的粗加工和高速精加工,模具钢等淬火材料留磨量大采用“以车代磨或以车代粗磨”领域中。此新材质PCBN超硬合金数控刀片也适合加工热处理后硬度大于HRC50调质钢料加工,40Cr 、42CrMo淬硬钢及65HRC以上淬火硬钢, Cr12MoV模具钢淬火料HRC62以上的金加工车削刀片或返修硬面,高速钢轧辊硬度HSD75以上的翻新及车削,HRC62-HRC68硬度淬火后GCr15轴承钢,65Mn材质大型淬火后发兰,轴类,盘类零件的车削外圆端面以及切槽加工刀具,铣削高铬钢钢板,镗削齿轮及齿轮轴的内孔及模具材料,耐磨钢板HB400以上硬化钢,部分氮化钢如心轴(芯轴)在硬度在HRC70以上及硬化钢的以车削、铣削、镗削,切槽代磨削加工刀片。
加工渗碳钢(淬硬钢)刀片牌号及切削参数:
BN-H10牌号PCBN硬车刀片:连续切削淬火硬钢,刃口焊接式CBN刀片,Vc=120-230m/min;fn=0.1-0.25mm/r
BN-H11牌号PCBN硬车刀片:连续切削用,Vc=120-190m/min.Fn=0.1-0.3mm/r
(BN-H11镶嵌式CBN刀片)如图:
渗碳钢(淬硬钢)CBN刀片")


BN-H20牌号PCBN硬车刀片:中等断续切削用PCBN刀片,Vc=100-180m/min,fn=0.07-0.15mm/r,镶嵌式结构(同BN-H11)。
BN-H21牌号:强断续切削刀片,焊刃式结构(同BN-H10);抗冲击韧性较好,适合断续切削HRC55以上淬火钢件。
BN-S20牌号:整体PCBN刀片,华菱**非金属粘合剂CBN刀具配方,可粗加工和断续加工淬火件。吃刀量可达7.5mm,用于修复模具,以车代粗磨从单边背吃刀量方面提高加工效率。Vc=90--150m/min,Fn=0.1-0.45mm/r.
大余量车削加工**BN-S20牌号刀片")
凡是购买我司郑州华菱 超硬刀具 均 质量三包,全程技术跟踪服务。
渗碳钢(淬硬钢)精车刀片(热后硬车削,高速切削)
渗碳钢(淬硬钢)精车氮化硼刀片CBN刀具(热后硬车加工,高速硬车削)
齿轮硬车削刀片图片
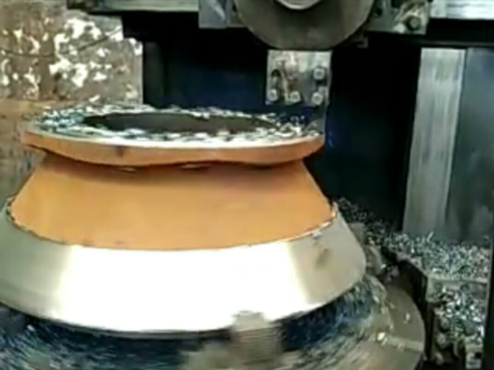
回转支撑硬车辊道
 高锰钢粗车
高锰钢粗车
 复合片_副本
复合片_副本


IMG_1489_副本