ЙЉгІИВФЄЩАФЃОпЃЌЗЇУХФЃОп
ЗЂВМЪБМф 2014-08-14 17:49:17
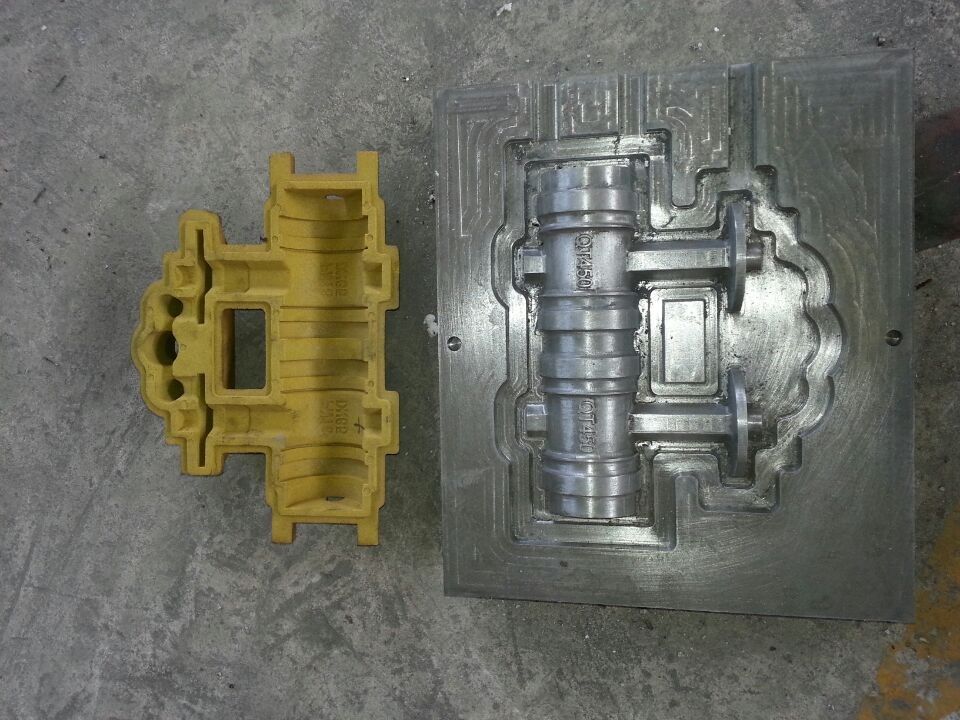
ВњЦЗУшЪі
| ФкОЖ | 1000 mm |
|---|---|
| ЭтОЖ | 1040 mm |
| КёЖШ | 10 mm |
| жиСП | 100 kg |
| ВФжЪ | ж§Ьњ ж§ТС |
ФЃОпдьаЭЗНЗЈвЛЃКЪЊЩАдьаЭЗЈ--дкЪЊЩАдьаЭжаЃЌДЙжБЗжаЭгыЫЎЦНЗжаЭСНжжМгвдБШНЯЃЌЖдгкДѓХњСПЩњВњжаЁЂаЁаЭЃЌЛвЬњМўЛђЧђЬњМўЕФж§дьЙЄГЇЃЌжижБЗжаЭдьаЭЖМеМгХЪЦЃЌвђЦфЩшБИЗбгУБШНЯБувЫЁЂПЩвдИпЫйдьаЭЁЂЫљашШЫдБЩйЁЂНєЪЕЖШЕФЦЋВюаЁЕШгХЕуЁЃЕЋВЩгУДЙжБЗжаЭЙЄвеЃЌдкННПкЗНАИгыВ§ПкгыаЮЬЌЩЯЃЌвдМАдкгУИДдгЕФаОзгЁЂЙ§ТЫЦЌЁЂРфЬњЁЂЬзЙмЁЂєЉШыаОЕШЗНУцЖМЪмЕНЯожЦЁЃДЫЭтЃЌгУСїЖЏадКУЕФКЯН№ж§дьЪБЃЌгЩгкН№ЪєОВбЙБШНЯИпЃЌШнвзв§Ц№Н№ЪєЩјЭИеГЩАЁЃЫЎЦНЗжаЭЪЊЩАаЭж§дьЗЈЃЌЖдгкжаЁЂаЁХњСПж§дьЙЄГЇЃЌЛЙЪЧгаРћЕФдьаЭЗЈжЎвЛЃЌЮоТлЪЧЩЯаЭЁЂЯТаЭЗНЪНЃЌЛђЫЋУцФЃАхЗНЪНЃЌЖдИДдгж§МўЕФЩњВњЖМгаЪЪгІадЁЃПЩдквЛИібЛЗЦкФкИќЛЛФЃбљЃЌЖЬЪБМфдЫааЁЂГЄЪБМфдЫааЖМПЩвдгааЇЕФНјааЩњВњЁЃЕЋЪжЙЄВйзїашвЊЛњаЕЛЏЃЌЮЊСЫБЃжЄЩњВњБэУцгХСМЁЂГпДчОЋЖШИпЕФж§МўЃЌЛЙашЖдећЬзЩшБИНјааИФдьЁЃПЩВЩгУЁЃЩАаЭж§дьгУЕФФЃОпЃЌвдЧАЖргУФОВФжЦзїЃЌЭЈГЦФОФЃЁЃаёЖЋОЋУмж§МўГЇЮЊИФБфФОФЃвзБфаЮЁЂвзЫ№ЛЕЕШБзВЁЃЌГ§ЕЅМўЩњВњЕФЩАаЭж§МўЭтЃЌШЋВПИФЮЊГпДчОЋЖШНЯИпЃЌВЂЧвЪЙгУЪйУќНЯГЄЕФТСКЯН№ФЃОпЛђЪїжЌФЃОпЁЃЫфШЛМлИёгаЫљЬсИпЃЌЕЋШдБШН№ЪєаЭж§дьгУЕФФЃОпБувЫЕУЖрЃЌдкаЁХњСПМАДѓМўЩњВњжаЃЌМлИёгХЪЦгШЮЊЭЛГіЁЃДЫЭтЃЌЩАаЭБШН№ЪєаЭФЭЛ№ЖШИќИпЃЌвђЖјШчЭКЯН№КЭКкЩЋН№ЪєЕШШлЕуНЯИпЕФВФСЯвВЖрВЩгУетжжЙЄвеЁЃЕЋЪЧЃЌЩАаЭж§дьвВгавЛаЉВЛзужЎДІЃКвђЮЊУПИіЩАжЪж§аЭжЛФмННзЂвЛДЮЃЌЛёЕУж§МўКѓж§аЭМДЫ№ЛЕЃЌБиаыжиаТдьаЭЃЌЫљвдЩАаЭж§дьЕФЩњВњаЇТЪНЯЕЭЃЛгжвђЮЊЩАЕФећЬхаджЪШэЖјЖрПзЃЌЫљвдЩАаЭж§дьЕФж§МўГпДчОЋЖШНЯЕЭЃЌБэУцвВНЯДжВкЁЃВЛЙ§ЃЌОЋУмж§МўГЇМЏЖрФъЕФММЪѕЛ§РлЃЌвбДѓДѓИФЩЦСЫЩАаЭж§МўЕФБэУцзДПіЃЌЦфХзЭшКѓЕФаЇЙћПЩгыН№ЪєаЭж§МўцЧУРЁЃ
 ЙЕВлЙмМўФЃОп6
ЙЕВлЙмМўФЃОп6
| СЊЯЕШЫ | ЗыКЃЕЯ |
|---|---|
| СЊЯЕЕчЛА | 15303373401 15103378420 |
| ЕижЗ | КгББЪЁВДЭЗЪаЭнРяЭѕеђТЁЗсЕъ |
| гЪЯф | 916271427@qq.com |