ЙЉгІжаЬьХЦA607 E330MoMnWNb-15ВЛатИжКИЬѕ
ЗЂВМЪБМф 2018-01-26 13:11:37

ВњЦЗУшЪі
| A607 | ЗћКЯ GB E330MoMnWNb-15 | ||||||||||||||||||||||||
|
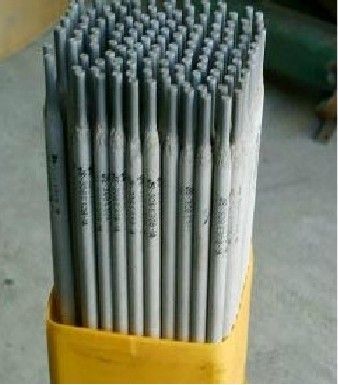
ЫЕУї:A607ЪЧМюадвЉЦЄЕФДПАТЪЯЬхCr16Ni35ВЛатИжКИЬѕЃЌвђКИЬѕжаМгШыЧПЛЏдЊЫиЃЌЙЪОпгаСМКУЕФИпЮТадФмЁЃВЩгУжБСїЗДНгЃЌПЩНјааШЋЮЛжУКИНгЁЃ |
|||||||||||||||||||||||||
|
гУЭО:гУгкдк850-900ЁцИпЮТЬѕМўЯТЙЄзїЕФЭЌРраЭВЛатИжВФСЯЕФКИНгЃЌвдМАжЦЧтзЊЛЏТЏжаМЏКЯЙмКЭХђеЭЙмЃЈШчCr20Ni32КЭCr18Ni37ВФСЯЃЉЕФКИНгЁЃ |
|||||||||||||||||||||||||
ШлЗѓН№ЪєЛЏбЇГЩЗж(%)
|
|||||||||||||||||||||||||
ШлЗѓН№ЪєСІбЇадФм
|
|||||||||||||||||||||||||
ВЮПМЕчСї(DC+)
|
|||||||||||||||||||||||||
| зЂвтЪТЯю: 1.КИЧАКИЬѕаыО250ЁцзѓгвКцБК1hЁЃ 2.ВйзїЪБЕчСїВЛвЫЙ§ДѓЁЃ |
|||||||||||||||||||||||||
| A607 | ЗћКЯ GB E330MoMnWNb-15 | ||||||||||||||||||||||||
|
ЫЕУї:A607ЪЧМюадвЉЦЄЕФДПАТЪЯЬхCr16Ni35ВЛатИжКИЬѕЃЌвђКИЬѕжаМгШыЧПЛЏдЊЫиЃЌЙЪОпгаСМКУЕФИпЮТадФмЁЃВЩгУжБСїЗДНгЃЌПЩНјааШЋЮЛжУКИНгЁЃ |
|||||||||||||||||||||||||
|
гУЭО:гУгкдк850-900ЁцИпЮТЬѕМўЯТЙЄзїЕФЭЌРраЭВЛатИжВФСЯЕФКИНгЃЌвдМАжЦЧтзЊЛЏТЏжаМЏКЯЙмКЭХђеЭЙмЃЈШчCr20Ni32КЭCr18Ni37ВФСЯЃЉЕФКИНгЁЃ |
|||||||||||||||||||||||||
ШлЗѓН№ЪєЛЏбЇГЩЗж(%)
|
|||||||||||||||||||||||||
ШлЗѓН№ЪєСІбЇадФм
|
|||||||||||||||||||||||||
ВЮПМЕчСї(DC+)
|
|||||||||||||||||||||||||
| зЂвтЪТЯю: 1.КИЧАКИЬѕаыО250ЁцзѓгвКцБК1hЁЃ 2.ВйзїЪБЕчСїВЛвЫЙ§ДѓЁЃ |
|||||||||||||||||||||||||
 80/ЙЋНя
80/ЙЋНя
 80/ЙЋНя
80/ЙЋНя
 80/ЙЋНя
80/ЙЋНя
КгББЪЁФЯЙЌЪажаЬьКИвЕгаЯоЙЋЫО
НјШыЕъЦЬ
дкЯпСєбд
| СЊЯЕШЫ | РюЮФжЧ |
|---|---|
| СЊЯЕЕчЛА | 03195394151 13930993058 |
| ЕижЗ | ФЯЙЌЪаЖМвУэЙЄвЕЧј98КХ |
| гЪЯф | 05178413@163.com |