C型钢机C型钢设备彩钢
发布时间 2011-07-07 14:41:49
产品描述
C型钢机在钢结构中钢材的切断应尽可能在剪切机上或锯床上进行,特别是对于薄壁型钢屋架,因下料要求准确,**好采用电动锯割法,不仅工效高,而且断面光滑平整,质量好,长度误差可控制在±1mm以内。如无设备时,也可采用气割为了提高气割质量,宜采用小口径喷嘴,并在切割后用锤子轻轻敲打,使切口平整,以清除熔渣,保证焊接质量。
轻型钢结构的制造工艺与普通钢结构并无很大的区别。轻型钢结构的材料规格小,杆件细而薄,而且材料的调直、下料、弯曲成型、加工拼装、构件的翻身搬运容易,不需要大型的**设备,故特别适合在中、小型工厂加工制造。圆钢、小角钢的轻型钢结构杆件较细,容易成型,这是加工制造的有利条件。但在加工过程中也容易造成杆件弯曲和损伤等情况,这种弯曲和损伤对结构承载力的影响较大,加工制造时应加以注意。
采用冷弯薄壁型钢结构比采用普通钢结构一般多一道酸洗除锈或酸洗磷化处理工艺。当采用两个槽钢拼焊成方管时焊接量较大。由于杆件连接多为顶接,故下料的精确度要求稍高。过去人们曾担心,冷弯薄壁型钢构件的壁厚较薄,材料的调直不太容易,但实践证明,其调直工艺比普通钢结构还易掌握。通常采用撑直机撑直和在平台上用锤子锤打两种方法:前者凹凸现象易于调整,且能保证质量。压瓦机机的生产操作
压瓦机,C型钢机,彩钢设备
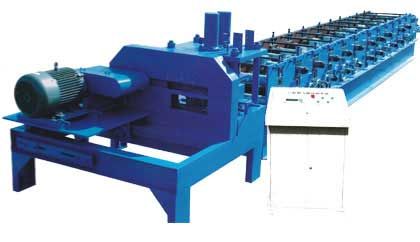
技术参数 (彩钢压瓦机)
设备长度7600mm,宽950mm,高1000mm;
设备动力11千瓦,液压站动力11千瓦;
轧辊采用轴承钢(GR15),锻打后退火;
底座采用320工字钢;
采用下五上四道校平,确保平整;
采用二次成型式,保证产品的方正和直角,上边大小都可制作;
轧制材料厚度1.5mm-3mm(也可根据用户要求设计厚度);
轧制C型钢的宽度为80mm-300mm;
轧制速度8-9m/min;
采用新式对接式调节钢套,简便、快捷、牢固;
设备和产的C型钢方正,是同行业中调节速度快、冲孔快、切断快等优点。
 4米剪板机009_副本_副本
4米剪板机009_副本_副本
 840压瓦机
840压瓦机